Figure 9-32.—Valve
spot-in a valve seat, you first apply a thin coating
of prussian blue (commonly called Blue Dykem)
evenly over the entire machined face surface of
the disk. Insert the disk into the valve and rotate
it one-quarter turn, using a light downward
pressure. The prussian blue will adhere to the
valve seat at those points where the disk makes
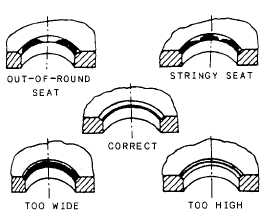
contact. Figure 9-33 shows the appearance of a
correct seat when it is spotted-in; it also shows
the appearance of various kinds of imperfect
seats.
After you have noted the condition of the seat
surface, wipe all the prussian blue off the disk face
surface. Apply a thin, even coat of prussian blue
to the contact face of the seat, place the disk on
the valve seat again, and rotate the disk one-
quarter turn. Examine the resulting blue ring on
the valve disk. The ring should be unbroken and
of uniform width. If the blue ring is broken in
any way, the disk is not making proper contact
with the seat.
Grinding-In Valves
maintenance checkoff diagram.
surfaces of the seat and disk is called grinding-in.
Grinding-in should not be confused with refacing
processes in which lathes, valve reseating
machines, or power grinders are used to re-
condition the seating surfaces.
To grind-in a valve, first apply a light coating
of grinding compound to the face of the disk.
Then insert the disk into the valve and rotate the
disk back and forth about one-quarter turn; shift
The manual process used to remove small
irregularities by grinding together the contact
Figure 9-33.—Examples of spotted-in valve seats.
9-23