Figure 9-54.—Various types of welded joints.
to the piping by welding, brazing, screw threads
(for some low-pressure piping), or rolling and
bending into recesses. Those shown in figure 9-53
are the most common types of flange joints used.
Flange joints are manufactured for all standard
fitting shapes, such as the tee, cross, elbow, and
return bend. The Van Stone and the welded-neck
flange joints are used extensively where piping is
subjected to high pressures and heavy expansion
strains. The design of the Van Stone flange makes
it easier to line up the fastening holes in the two
parts of the flange.
Welded Joints
The majority of joints found in subassemblies
of piping systems are welded joints, especially
in high-pressure piping. The welding is done
according to standard specifications, which define
the material and techniques. Three general classes
of welded joints are fillet-weld, butt-weld, and
socket-weld (fig. 9-54).
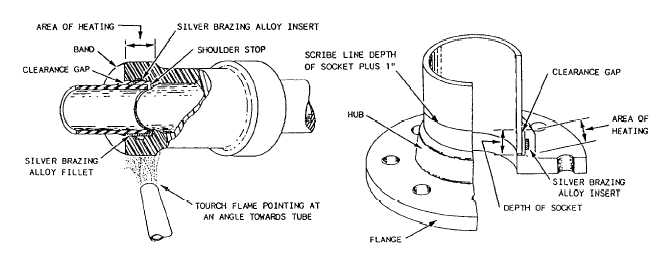
Silver-Brazed Joints
Silver-brazed joints (fig. 9-55) are commonly
used for joining nonferrous piping when the
pressure and temperature in the lines make their
use practicable—temperatures must not exceed
425°F; for cold lines, pressure must not exceed
3000 psi. The alloy is melted by heating the joint
with an oxyacetylene torch. This causes the molten
metal to fill the few thousandths of an inch
annular space between the pipe and the fitting.
Unions
The union fittings are provided in piping
systems to allow the piping to be taken down for
Figure 9-55.—Silver-brazed joints.
9-38